


高速包装出产线利用处景和手艺难点
跟着国度医保鼎新的深切,制药企业也面对二次反动立异。此中固体制剂所占比重增添,对后续包装的请求也晋升到了一个新的高度。

翰林快速产品包装线
绝对惯例的高速铝塑包装线,在铝塑包装国标#0、#1号硬胶囊,其板块靠近规范板块(按56×78计)巨细,装量为每板10粒、12粒规格时,速率需到达600板以上。即使是异形片,请求也多为500板以上方能知足现实出产须要。外包装的装盒速率也就绝对须要晋升至500盒每分钟,对后段装盒机的调剂和稳定性也提出了很高的请求。
鉴于多量量大范围的出产量,须要处理几点手艺难点。其一为铝塑机节俭包材设想(以下图所示),接纳此种设想每一年可节俭包材用度近百万元。
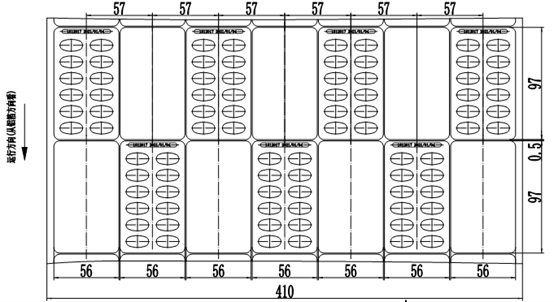
为实现此种设想理念,须要对冲裁刀停止优化设想,接纳便于撤除形式、设想增强筋增添利用寿命。我司为此停止了大批的委靡性实验,在大负载、高打击、永劫间的磨练中优化了装置组合体,有用处理了刀壁过薄发生的题目。
另外一手艺难点为铝塑机下料体例的设想,在高速包装中通常接纳高速轨道式下料布局,不论是单轨或双轨对硬胶囊或圆形片下料较为顺畅。当碰到异形片,特别是分离片刻,常常会较为辣手,体例不是良多。入口装备中多设置装备摆设有Sypro-CM高速持续式同步下料器(以下图所示),此种入口下料器接纳全伺服驱动、售价高贵,客户也不太可以或许接管。

我司将原有轨道下料仓停止了优化设想,接纳加工中间仿真加工。颠末数百次实验,针对差别物料,试探出了差别的轨道走向,很好处理了异形片这类下料堵点。并在部件中增添粉尘搜集系统,保障了物料充填进程中的清洁整齐。
另有一点就装盒的调剂便利性题目,客户处产物装盒规格不能够一成稳定,传统调剂多为手工操纵,须要各类找正和调理,磨练着操纵者的手艺水平和谙练水平。我司当令推出了全伺服高速装盒机,主机设置装备摆设十多套伺服系统(以下图所示),可实现纸盒的长宽高、产物的宽高触摸屏一键调剂,在首要吸盒部件、折纸部件中也加装了伺服驱动,很好地处理了调剂不便利的困难。


